游标卡尺和螺旋测微器的读数方法
1、游标卡尺使用之前要先确认,主尺的零刻度和游标的零刻度是否对齐。如果对齐,直接读数即可。如果,游标刻度左偏则结果要减去偏差值,反之,则要加上偏差值。

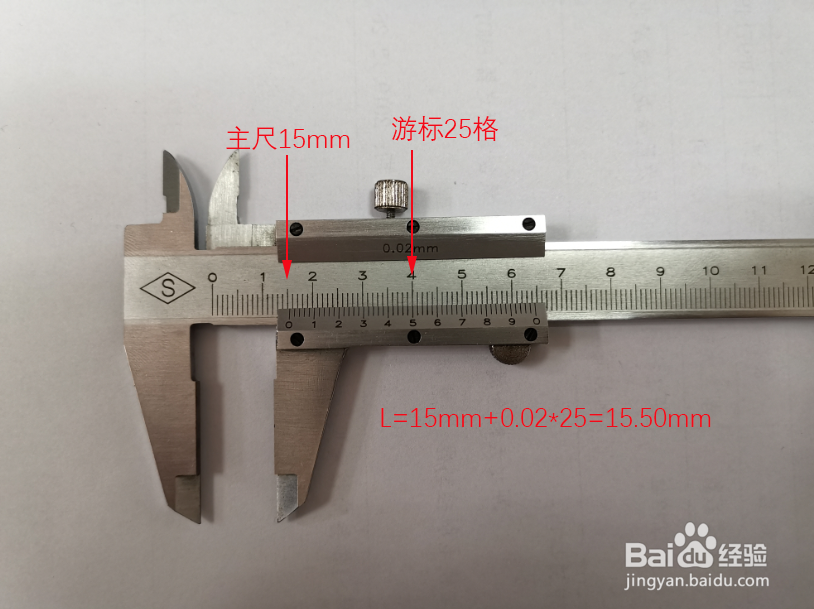
2、使用时,主尺读出整数值,游标读出第一处主尺和游标刻度的重合点的格数。测量值=主尺读数+尺子精度*游标读出的格数。
3、测量工件时,用卡尺卡住工件。按照卡尺的读数方法读出工件的尺寸。

4、螺旋测微器又称千分尺,是比游标卡尺精度更高的一种测量工具。使用时,测量结果=固定刻度的值+可动刻度的读值*精度。

5、固定刻度有两种,一种是1mm刻度,另外一边的刻度是0.5mm。读数时要注意是哪一个刻度。

1、游标卡尺使用之前要先确认,主尺的零刻度和游标的零刻度是否对齐。如果对齐,直接读数即可。如果,游标刻度左偏则结果要减去偏差值,反之,则要加上偏差值。
2、使用时,主尺读出整数值,游标读出第一处主尺和游标刻度的重合点的格数。测量值=主尺读数+尺子精度*游标读出的格数。
3、测量工件时,用卡尺卡住工件。按照卡尺的读数方法读出工件的尺寸。
4、螺旋测微器又称千分尺,是比游标卡尺精度更高的一种测量工具。使用时,测量结果=固定刻度的值+可动刻度的读值*精度。
5、固定刻度有两种,一种是1mm刻度,另外一边的刻度是0.5mm。读数时要注意是哪一个刻度。
阅读量:31
阅读量:195
阅读量:182
阅读量:49
阅读量:45